Electrolube’s Phil Kinner offers a five-point guide to the selection of conformal coatings, including some notes on why solvent-free might be the wisest option, the roles of different materials and their cure mechanisms, and essential planning for critical and severe duty applications.

Having covered the subject of conformal coatings in depth over past months, I now think it appropriate to review some of the key pointers that I have tried to get across to readers in my various columns. I therefore present some of my thoughts on the essentials, listed here under five headings:
Choosing a coating: the prime considerations
Firstly, determine the expected operational temperature range for the circuit board – the highs and the lows. Should this be greater than 150-160°C, for example, it is almost certainly an application for a silicone, rather than an acrylic or polyurethane conformal coating. Also, consider the temperature excursions; if thermal shock or thermal cycling is not taken into consideration it could lead to cracking, severely compromising a coating’s protective capabilities.
Secondly, what degree of chemical resistance is required? Acrylic materials, while easily removed for rework, are generally highly susceptible to attack by solvents; polyurethane materials, on the other hand, provide more chemical resistance but are generally not amenable to rework. Assess whether immersion or splash resistance is required and whether the coating may be exposed to heated solutions of potential contaminants, which will increase their ability to act as a solvent.
Thirdly, consider what level of corrosion protection is required. Humidity generally only becomes problematic when condensation occurs, which would require close attention to the thickness and coverage of the coating. But do remember, while a thicker coating might provide superior protection in condensing environments or where salt-spray or corrosive gases are present, anything deeper than the 50 micron target thickness may be prone to cracking under conditions of thermal shock or thermal cycling.
Why should I consider solvent-free?
Selecting solvent-free technology is a balance of ethics, performance and process. Ethically, solvent-free materials are a smart choice because solvent emissions will be drastically reduced, if not eliminated, and workforce health will be better protected, ensuring easier compliance with local legislative requirements. Moreover, the energy required for curing these materials is significantly lower than that needed for solvent-based materials, resulting in reduced energy bills and reduced CO2 emissions.
From a performance point of view, solvent-free materials can be applied slightly more thickly, improving coverage and protection. Easier to process and more readily compatible with rapid throughput manufacturing operations, solvent-free formulations are often technically superior, and therefore more able to meet the demands of challenging applications in the automotive and aerospace sectors where increased condensation and thermal shock resistance is required.
It’s all about the cure
The cure mechanisms of the main classes of coating materials are: drying, oxidative, moisture, heat, chemical and UV. Choice will depend on a variety of factors such as the performance requirements of the application and physical constraints, including the maximum permissible cure temperature and the time allotted for curing.
Acrylic polymers in solvent can be air dried; once the solvent has evaporated, the residual coating is physically dry and no further reaction mechanisms are needed. Heat is often used to speed up solvent evaporation, but care must be taken to avoid solvent-entrapment and bubble formation.
Oxidative cure coatings based on solvent-based alkyd chemistry are dried as above, before undergoing a reaction with atmospheric oxygen which initiates a cross-linking reaction that further develops the coating’s protective properties. Cure times are typically much longer than for physical drying products, often requiring many hours at 80-90°C to develop optimum properties.
Moisture curing coatings are available in both silicone and polyurethane chemistries, in solvent-based and solvent-free formulations. The materials absorb water from environmental humidity, which initiates cross-linking. These materials are used widely because they don’t require any extra curing processes, although heat can be used to accelerate the reactions if required.
Heat-curing conformal coatings are largely silicone based and require a minimum temperature of 100-110°C for 10-15 minutes to achieve full cure. The main advantage of these materials is that they require no additional time to develop properties and are considered to be virtually 100% reacted, enabling coated boards to be safely bagged without fear of outgassing.
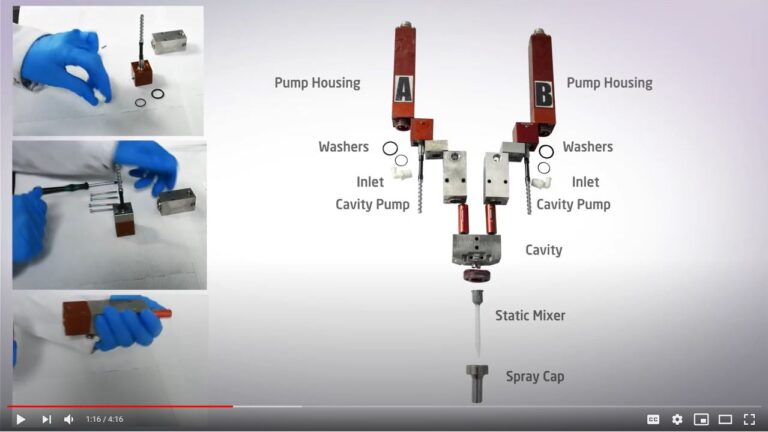
With chemical-cure coatings (such as urethanes and silicones), reactive oligomers are mixed with cross-linking materials immediately prior to application. Once these two species are mixed together in the correct ratio with a suitable catalyst, a chemical reaction occurs to produce a dry, cured coating. Again, heat can be introduced to increase throughput.
UV curable materials cure extremely rapidly (in seconds) when exposed to UV radiation of a suitable wavelength and intensity. However, risk of shadowing by tall components means that a secondary cure mechanism, such as by heat or moisture, is often necessary.
When coating failure is not an option
When coating failure isn’t an option, it is important to consider the two foremost failure mechanisms: corrosion and loss of insulation (leading to short-circuits). Corrosion is a complicated, diffusion controlled, electro-chemical process that takes place on an exposed metal surface, usually in the presence of water and ionic contaminants. Cleaning prior to conformal coating will go a long way to removing these two pre-requisite conditions for corrosion.
Conformal coatings help prevent the formation of electrolytic solutions by acting as moisture barriers. However, small voids in the coating that expose a PCB’s metal surfaces can actually accelerate corrosion under the right environment. The challenge for a conformal coating is to achieve good coverage and adhesion to the complex, three-dimensional topography of a PCB.
Poorly performing coatings also risk loss of insulation at the PCB surfaces when water condenses in combination with ionic impurities to form conductive pathways between PCB tracks. Without doubt, condensation can severely test the insulation resistance of a coating!
Protecting against condensation, immersion and salt-spray
The greatest test of conformal coating performance is posed during power-up under wet conditions, whether this is due to condensation, immersion or salt-spray. Liquid water with soluble impurities is electrically conductive and, finding any weak spots in a coating, will eventually leading to short-circuits at the PCB surface. In order to provide protection in these circumstances, it is essential to achieve 100% defect-free coverage of the PCB’s metal surfaces, and this poses a real challenge for both the material itself and the application process.
Fortunately, a new class of conformal coating materials dubbed ‘2K’ enable a much greater thickness and perfect application coverage to be achieved, resulting in a higher level of protection. Indeed, the performance advantages of 2K materials have been positively demonstrated in three of the harshest tests that these materials can be subjected to, including powered condensation testing and powered immersion testing in salt-water.
If you have any questions, or would like more information about choosing and/or applying conformal coatings, then there’s a wealth of experience to call upon from our Technical Support Team members who will be more than happy to answer your queries and offer expert guidance.