Which conformal coating to use is a question that here at Electrolube we get asked frequently.
However, Conformal Coating application is AS important, if not MORE important than selecting the right material for your application. Even the best conformal coating, if it is applied poorly will provide inadequate levels of protection.
This is due to a number of factors;
• The thickness the coating is applied,
• the level of coverage achieved
• and how well the coating sticks to the board and it’s components.
It is important then to select the right application method for the coating selected.
There are five methods used to apply conformal coatings,
– hand coating via Brush, Aerosol, or atomised spray gun,
– or automated Dip coating and Selective Coating Machine.
To avoid outside contaminates, in any application method, we would usually advise cleaning the PCB before coating and ensuring your workspace is clean and well ventilated.
Brush Coating
As a general rule, Electrolube advises against using the brush coating method, as even with a skilled technician there is a high potential to over-apply the coating.
This being said it can be a useful technique for repairing or touching up boards.
Aerosol Coating
Aerosol conformal coating is one of the more cost effective ways of application for small scale production or prototyping. Application should always be in a well ventilated area, but where outside contaminates can be kept to a minimum. We would advise a specialised spray booth where possible.
Most Aerosols come ready to use and are designed to eliminate some of the potential problems that you may find with atomised spray guns.
The important points to remember when coating via Aerosol:
• Do not shake a coating can before use as this can add bubbles to the mixture which can be transferred to the board.
• The board should be at a 45 degree angle to the can, (eg. if the board is flat, the can should be at 45 degrees)
• and around 20-30cm away from the can.
Spray the board in a continuous steady Z motion, coating evenly.
The board should then be rotated 90 degrees, and the coating applied again using the same motion, and the board rotated again, repeating the process until you have rotated the board a full 360 degrees. This allows an even coating, ensuring the coating can penetrate under raised components from different angles.
A Turntable can be used to aid this process.
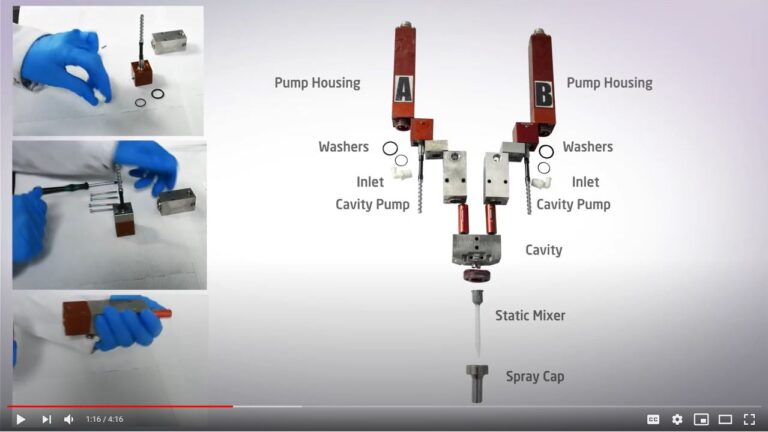
Atomised Spray Coating
Conformal Coatings May also be applied using an atomised spray gun. The technique for this is similar to spraying by hand with aerosol, but can be a much quicker and more efficient way to apply the coating.
With this method, ventilation is a key consideration and a professional spray booth is advised. Incorrect ventilation, or the wrong mix of air / material ratio on the gun can cause problems such as cobwebbing or blooming.
The important points to consider with this method of coating are:
• Correct ventilation
• Check the products TDS to ensure you use the right viscosity for applying –( some products such as electrolubes AFA-S come ready to use, some will need to be diluted with thinners)
Once the correct air-material mix is achieved, the method for application is much the same as with Aerosols; a 45 degree angle from the board, 20-30cm distance, and a steady Z motion, turning the board after each complete pass and repeating the process until it has rotated 360 degrees.
As with other hand coating methods, it is also important to ensure that the coating is not applied too thickly, check the product TDS to ensure correct levels.
Coating by Machine
If you have a bit more of a budget, we would usually advise that application should be performed by machine, this will eliminate some of the issues found with the methods mentioned already, and a greater level of accuracy can be obtained.
There are two main methods –
Dip Coating
The first of these methods is dipping, whereby the board is slowly dipped into the coating. This is a slow process, as the solvent evaporates as the board is withdrawn, therefore withdrawing too quickly can cause streaks in the coating. While dipping will ensure that the board is fully coated, it can be a laborious process, as apart from the time taken to dip each board, there is also the requirement to mask contacts or other areas which you do not wish to be coated. This masking will also then need to be removed once the dipped board has dried. This masking can only be used once, and therefore it is quite a wasteful technique, and can add expense to the process both in time spent masking and material costs. On top of this, solvent can evaporate from the dipping tank, meaning that additional thinners may need to be added.
This being said, there are specialist coatings such as Electrolubes FPC which has a very low film strength meaning that the whole board can be coated, and any coating over contacts will simply rub off as the connection is made.
Selective Coating
Finally we get to selective coating by machine. This is by far the most efficient way of coating a PCB. Although it can be the most costly if you do not already own the equipment required, selective coating allows the user to ‘select’ which areas of the board needs to be coated, the required thickness for the coating and allow the machine to do the hard work for you. Robots don’t get tired, don’t usually have bad days and are happy to do exactly the same thing time after time, leading to improved process reproducibilities.
The three major components of the coating process are: The substrate, the fluid used for coating and the coating machine itself. All three of the above must be considered to avoid potential problems in the process. Other points to consider are the applicator coating height, Coating speed to avoid splashing/ missing bits and cycle time.
It is also important to pre-plan which areas of the board require coating, which areas do not, and which areas don’t matter. By allowing a ‘don’t care’ area between coated and uncoated sections you can avoid potential problems such as capillary action.
The downside to this method is that it requires a more sophisticated operator to run the machine, and it is not always easy to achieve good coverage of sharp edges. Programming can also be time intensive, and require machine downtime, which can limit the appeal of this method in low-volume, high-mix production environments.
Conclusion
Overall, the choice of coating process depends upon what you are looking to achieve, the budget that you have available and the type of material that you select. Just remember, how you apply the material is in many cases AS important as the material you have selected in determining the reliability of your product.